
In recent years, with the development of computer networks, the application of enterprise resource planning (ERP) has become increasingly popular. The research and application of Manufacturing Execution System (MES) has also been highly valued by the industry. Induction heat treatment machine is a kind of clean heat treatment equipment, which meets the 3S standard of modern industrial production (Sure-reliable, Safe-safe, Saving-saving), and can be installed on the production line to perform online metal heat treatment. It has been widely used in domestic and foreign mechanical heat treatment industries. In application, when we manufacture multi-functional rotary quenching machine tools, we have developed a numerical control system that supports fieldbus so that the machine tool supports industrial Ethernet, which can then exchange information with the plant-level network, and set remote quenching parameters.
Multifunctional rotary quenching machine
Induction heating uses electromagnetic induction to heat conductor materials. Its main advantages are: high efficiency, low cost, energy saving, easy to implement automatic control. The metal heat treatment induction heating equipment mainly includes: heating power supply, induction heat treatment machine tool, inductor and quenching transformer.
The multi-functional rotary quenching machine is actually an automatic processing line with perfect protection function. It adopts a rotary structure to make the upper and lower materials complete in the same work station position. It is easy to operate; the machine tool can process the same type of parts at the same time. With three different surfaces, one workpiece can be quenched in one quenching machine at a time, and three identical or different parts can be quenched at the same time, and each processing station parameter has a certain degree of flexible redundancy, which can be achieved. Various quenching methods, such as simultaneous, continuous, continuous and multi-stage quenching, etc., are mainly used in automobile and motorcycle manufacturing industries to satisfy the quenching treatment of many varieties and small parts.
1, integrated design
In order to reduce the floor space and installation cycle, an integrated design is adopted, which integrates the machine tool with the quenching liquid circulating system, the coolant circulating system, the heating power supply and the quenching transformer.
2, production line
CNC system design
Multi-functional rotary induction quenching machine requirements: 1 Three processing stations operate independently at the same time (equivalent to three machine tools); 2 Continuously change the speed without stopping; 3 With three stations not falling and the table is not in place Correct function. The conventional numerical control system can not satisfy these functions, so we have developed a numerical control system based on industrial control PCs and implemented the above functions using threading technology under Windows 2000.
Industrial PC host is the core of the system. On the one hand, it detects and controls the moving parts of the machine tool. On the other hand, it is connected to the workshop-level network through a network card, so that the system can use the remote computer to input the quenching parameters, and can also display the working status of the machine; PCI- 1240 is used for stepping motor speed and positioning control. It also detects various abnormal signals of stepping motor. PCI-1751 is a 48-channel TTL level parallel input/output board, 32 of which are set as input for operation of the button input, including startup. , pause, emergency stop button, manual heating of three stations, spray, rotation, switching, fast forward and reverse rotation of the turntable, slow positive and negative rotation, three workpieces quickly rise and fall, slow rise and decline; 16 Set to output for turntable and three-station stepper motor enable control. PCL-724 is a TTL level input board used to detect signals such as in-position, missing material, lack of water, and top abnormality. Since there is no level conversion and signal isolation function on the board, and the proximity switch level is 24V, it is used. PCLD-785 is used as input level conversion and signal isolation circuit; PCLD-885 is a 16-channel high-power relay output board with strong output drive capability, contact capacity is AC 220V5A, and PCL720 is 64-channel switch input/output board. Here, together with the PCLD-885, control the work station to switch, heat, spray, blow and temper. 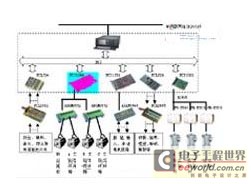
Anti-jamming design
Since the quenching machine tool is a special machine tool equipment, the high-frequency or medium-frequency power supply used in the quenching machine tool adopts the modulation wave output, which causes severe radiation interference to the power grid and other equipment. Therefore, the control system adopts the following anti-jamming measures.
software design
System software design mainly considers software's versatility, reliability and ease of use. For this purpose, the following issues are emphatically considered: 1 Three workstations use heating power alone and three workstations share switching power when heating power supply; 2 Three workstations run software design independently and simultaneously, with simultaneous, continuous scanning, segmentation At the same time, sub-continuous scanning and other quenching functions; 3 should be able to store more than 100 pieces of the workpiece quenching program, workpiece management, query convenience; 4 parameter input is convenient, no programming, people who do not understand the computer can complete the input of the workpiece parameters; 5 online help function, prompt operation at any time; 6 fault self-diagnosis, fault alarm prompt function.
Figure 6 shows the overall block diagram of the system software design. After the computer is powered on, it directly runs the quenching program. The “system initialization†includes the initialization of each board, the calling of the running parameters of the last run, and the determination of the operation panel [Auto/Manual] Button position automatically switches to the corresponding home screen.
After entering the main program, the system periodically checks the status of the operation panel [Auto/Manual], [Start], [Emergency Stop], etc., and triggers corresponding events; in the automatic state, the system mainly completes workpiece management, quench parameter setting, and turntable parameter setting. Stepper motor acceleration setting and automatic quenching function; under manual mode, the system mainly completes manual operation of each station, manual operation of turntable, ABC three-position and turntable zero setting, automatic zero-reset function and manual parameter setting. The selection of the workpiece is completed in the workpiece management screen. After selecting the workpiece, the system first checks whether each station parameter file exists. If it does not exist, the file name of each station parameter is automatically created, and the prohibition of running flag is given at the same time. After the quenching parameters of each station are set, the system automatically cancels the prohibition of running flag. The overall block diagram does not show the exit part of the program. The software exit includes two exit methods. One is to return to the Windows desktop, and the other is to directly exit the operating system.
Threading technology
Since the three workstations are running at the same time, the system sets 4 threads, three threads are used for quenching A, B, and C work stations, and one thread is used to indicate the operation status of each station. The indexing of the turntable is completed by the main program; During the quenching process, an abnormal situation occurs. The system immediately exits the quenching process and makes an alarm. An abnormality occurs in one station and does not affect the operation of other stations. If the station position is not reached or the dial is not indexed, the system automatically Finding a place.
Remote parameter modification
Taking into account the cost, the program does not use the C / S structure, does not support remote ODBC, in order to support the remote modification of quenching parameters, you can install the software on the remote computer, modify the parameter file and copy the parameter file to the machine control computer , and then exit the application and rerun it on the machine control computer.
in conclusion
The small induction heat treatment center is a nine-station induction heat treatment center integrated with international points of compactness, flexibility, multi-axis, production line, and computerization of induction heat treatment machines. Several companies, such as Motorcycle Co., Ltd. and Qianjiang Group Engine Division Heat Treatment Plant, used quenching and tempering crankshafts for motorcycles. In September 2000, they received the Technology Innovation Fund for SMEs of the Ministry of Science and Technology, project code: 00C26224100631, in 2001. In September, it passed the technical appraisal hosted by the Henan Provincial Science and Technology Commission. After expert tests, the accuracy of the lifting and positioning of the machine tool is ≤±0.03mm, the indexing accuracy is ≤±0.02°, and the workpiece movement speed is 1~300mm/s. Compared with a similar machine tool imported by a factory (a power supply with three quenching machine tools), the small induction heat treatment machining center is obviously superior to the imported similar machine tools in terms of function, price, structure, floor space, labor intensity, and processing efficiency. In terms of fault diagnosis and protection, it is equivalent to imported similar machine tools. The machine prototype was exhibited at the Beijing International Heat Treatment Exhibition in October 2001 and was well received by industry insiders.
Leisuwash specializing in manufacture Automatic Car Wash Machine, Touchless Car Wash , Automatic Touchless Car Wash, touchless car wash equipment, robot car wash, smart car wash system, leisuwash 360, leisuwash leibao 360, laserwash 360, leisuwash touchless car wash machine, leisu wash touchless car wash automatic, leisu wash 360 high pressure touchless car wash equipment, robo car wash, touch free car wash, leisuwash 360 touch free car wash, leisuwash 360 price, automatic car wash price, leisuwash in malaysia, no touch automatic car wash machine.
Leisuwash 360 touchless car wash machine high intelligent high quality, with car wash + car care + drying process totally, each car wash takes time 1 minute to 5 minutes which depends on the car wash mode.
The newest LeisuWash inbay Automatic Car Wash raises the standard for Touchless Car Wash Equipment. With Revenue Enhancement and Total Cost of Ownership improvements being the main focus, this vehicle wash system delivers the industry`s best Return on Investment. Smart 360â„¢ Technology enables the car wash system to be responsive to the dynamic conditions in the wash bay and allows it to [think for itself", increasing up-time and optimizing the wash process.
Leisu Wash,Leisuwash 360 Magic,Touchless Car Wash Equipment,Magic 360 Touchless
Hangzhou Leisu Cleaning Equipment Co.,Ltd , https://www.sdtouchfreecarwash.com